|
Sur la chaîne d'assemblage de
la MG TF
2ème partie
|
Guillaume
pour MG Contact
01/08/2002
Avec l'aimable accord du MGOC
-
Introduction -
Nos
amis anglais s'organisent - ce n'est pas une nouveauté - différemment du reste
du continent.

Ainsi le MG
Owners Club ( www.mgcars.org.uk/mgoc
) de Swanvesey, près de Cambridge, non content d'organiser des rencontres, de
gérer l'un des plus large stock de pièces ou de proposer un support technique
rodé et efficace, a négocié des conditions préférentielles de vente sur
certains produits Rover-MG pour le compte de ses membres.
Roger PARKER venant d'acquérir un MG TF 160, Rover-MG et le MGOC lui ont
proposé d'assister à la fabrication de son cabriolet.
Une bonne occasion pour nous de visiter la chaîne du MG TF, grâce à un
article à la tonalité très " insulaire ".
Assemblage d'un
roadster MGTF
2. la chaîne CAB2
Article MGOC - août 2002
|

Moteur Série K
|
Le mois dernier, nous nous sommes intéressés à la première partie de la fabrication d'un roadster MG TF, depuis le moment où la carrosserie entre sur la chaîne CAB 1 (" Car Assembly Building ") de l'usine de Longbridge, jusqu'au moment où elle est prête à recevoir les faux châssis avant et arrière.
|

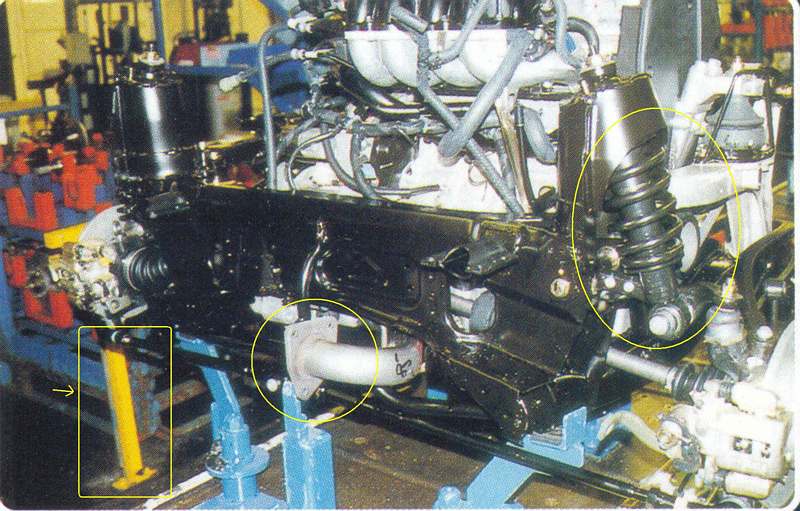
Faux châssis arrière
|
Ce mois-ci, nous visitons la chaîne CAB 2 qui commence par la fixation des châssis avant et arrières sur des chariots spéciaux. Les suspensions, moyeux, freins et arbres de transmissions sont fixés aux châssis, avant que l'ensemble moteur/boîte de vitesse ne se soit abaissé en position sur les faux châssis. Les chariots maintiennent les différents composants mécaniques en bonne position, de manière à faciliter le montage de la carrosserie en provenance de la chaîne CAB1.
|

Descente de la carrosserie sur le faux châssis
|
Une fois les faux châssis boulonnés sur la carrosserie, l'assemblage continue avec le montage des roues, de l'échappement, d'autres petits composants et, enfin, les dernières garnitures de l'habitacle.
|

Vissage carrosserie sur le faux châssis
|
|

Etriers AV 4 pistons
|
|

Montage échappement
|
|

Trains de pneus
|
|

Serrage écrous
|
Un autre point très intéressant est la manière dont les circuits de fluides techniques (liquide de frein, liquide de refroidissement
) sont purgés de leur air puis remplis par une station spécialement conçue à cet effet. Pas de purge, de débordements ou de poches d'air. Ce process est très impressionnant.
|

Remplissage liquides
|
|

Purge liquides
|
Durant les dernières étapes de l'assemblage, j'ai noté que le MG TF ne fait appel qu'à un seul système électronique de gestion du moteur, le MEMS. La différence avec le MGF qui utilisait différents systèmes de gestion est notable. Dans le cas du MG TF, chaque unité MEMS vierge est installée dans une unité de craquage d'EEPROMs, qui choisi puis charge le programme de gestion moteur adéquat en fonction des informations lues dans les codes barres associés à chaque voiture qui passe sur la chaîne CAB 2.
|

Carte vierge MEMS
|
|

Téléchargement PGM dans MEMS
|
|

3ème feu stop
|
|

Logos MG
|
|

Montage des sièges
|
|

Plein d'essence
|
|

Montage des garnitures de portières
|
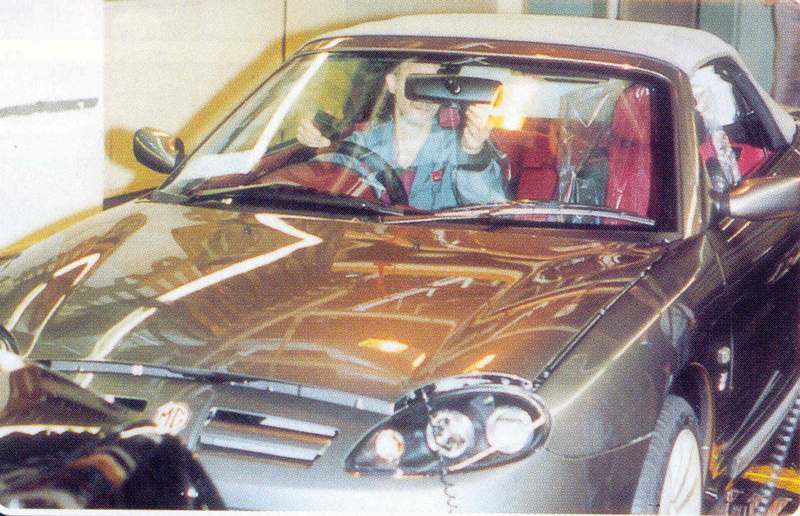
En fin de ligne, une batterie de contrôles statiques et dynamiques est menée, souvent avec une confirmation électronique des paramètres. Les tests comprennent notamment la simulation des conditions de roulage sur une route accidentée grâce à un banc spécial, et un contrôle statique de toutes les fonctions électriques et dynamiques.
|

Sortie de chaînes
|
|

Banc de tests : suspensions et freins
|
La voiture passe également sur un banc afin de régler le parallélisme des trains avant et arrière. Le MGTF faisant appel à des combinés ressorts et amortisseurs, elle n'est plus sujette aux variations d'assiette générées par le système " hydragas " de la MGF.
|

Réglage parallèlisme
|
|

Réglage alignements des phares
|
|

Contrôle alignement des portières
|
Les retouches mineures nécessaires peuvent être effectuées en quelques minutes. L'habilité des employés chargés des retouches sur la peinture est fascinante, et il est difficile à un visiteur de détecter les défauts qui sont pourtant retouchés.
|

Atelier de retouches peinture
|
|

Recherche défauts peinture
|
|

Retouches peinture
|
Enfin, le MG TF est conduit dans un bâtiment dédié aux contrôles de qualités finaux, où la préparation des véhicules comprend notamment un lavage intégral sous pression, et le montage des AIRBAGs.
|

Banc de tests dynamiques
|